Kỹ thuật hàn mig mag
Hàn MIG-MAG thuộc nhóm GMAW là phương thức hàn thực hiện nguồn sức nóng từ hồ quang cháy giữa dây điện rất rắn cấp tiếp tục nhờ một cỗ cấp dây vận tốc không đổi. Trong hàn MIG, vũng cháy hình thành được bảo vệ bằng luồng khí trơ; còn hàn MAG dùng dòng khí hoạt hóa. Phương thức này nói một cách khác là hàn bán tự động hóa nhưng đó vẫn không phải là tên gọi đúng. Trong công nghiệp lúc hàn với khí đảm bảo an toàn là CO2, hàn MAG có cách gọi khác là hàn dây hoặc hàn CO2.
Bạn đang xem: Kỹ thuật hàn mig mag
Phụ kiện đặc trưng nhất là cỗ súng hàn có tính năng cấp chiếc điện hàn cho dây hàn trải qua ống tiếp xúc, khí đảm bảo an toàn qua mỏ xịt và khối hệ thống giải nhiệt cho súng hàn khí vượt nhiệt.
Một phụ kiện không giống cũng đặc biệt quan trọng không yếu là bộ cấp dây hàn hoạt động ổn định với những giá trị được xác lập trước. Tùy các loại dây hàn có thể dùng bộ cấp dây hàn hai bé lăn hoặc 4 bé lăn. Cỗ cấp dây hoàn toàn có thể rời hoặc được lắp sẵn vào điện áp nguồn hàn. Bộ cấp dây có chức năng bảo trì quá trình cháy tự động của hồ nước quang sau khi mồi.
Để giảm văng tóe và ổn định hồ quang lúc hàn CO2 thường lắp thêm các cuộn kháng nhằm điều hành và kiểm soát tốc độ và mẫu ngắn mạch.
Đặc điểm phương thức hàn MIG - MAG
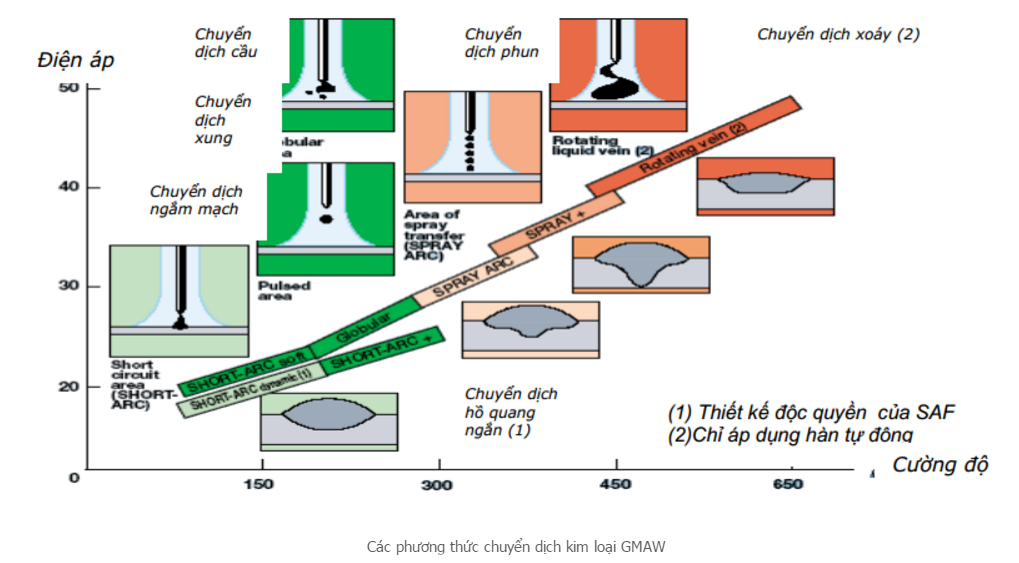
Hàn MIG - MAG nói riêng và hàn GMAW nói bình thường là cách thức áp ko đổi đặc thù bằng các cách thức chuyển dịch kim loại trong hồ quang hàn. 3 kiểu chuyển dời cơ phiên bản là vận động và di chuyển ngắn mạch, ước và phun. Những kiểu chuyển dịch này phụ thuộc vào dây đắp và môi trường xung quanh khí bảo vệ.
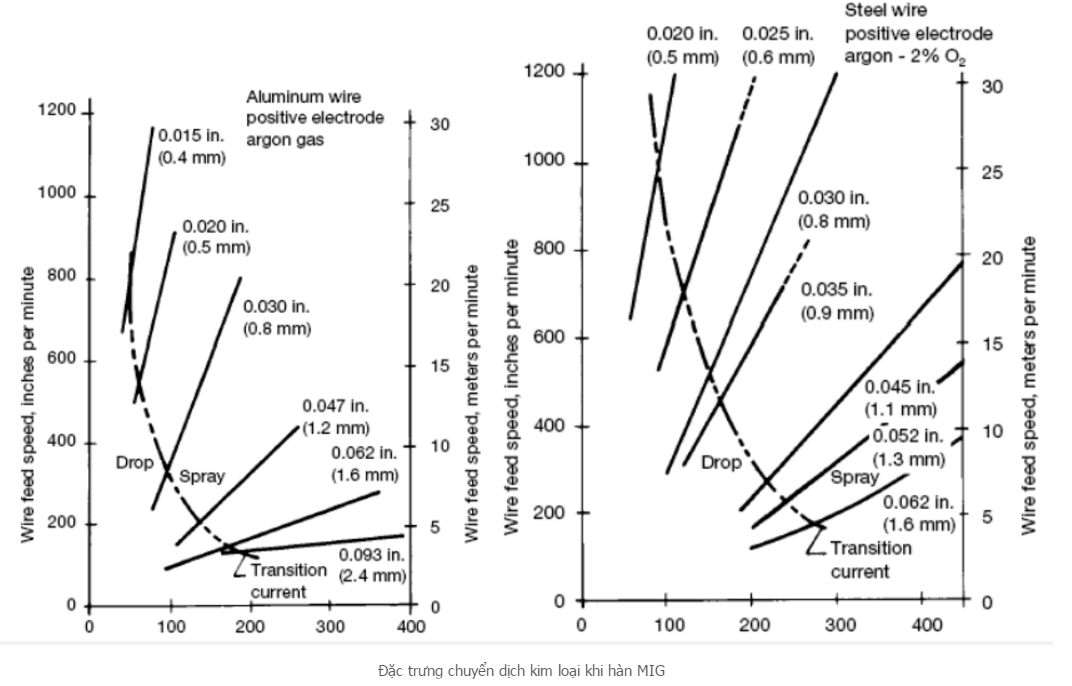
Hình dưới mô tả đặc thù nóng rã và những kiểu chuyển dịch của dây nhôm và thép khi hàn MIG với chỉ số oxi hóa nhỏ dại hơn 2%.
1. Chuyển dời phun:
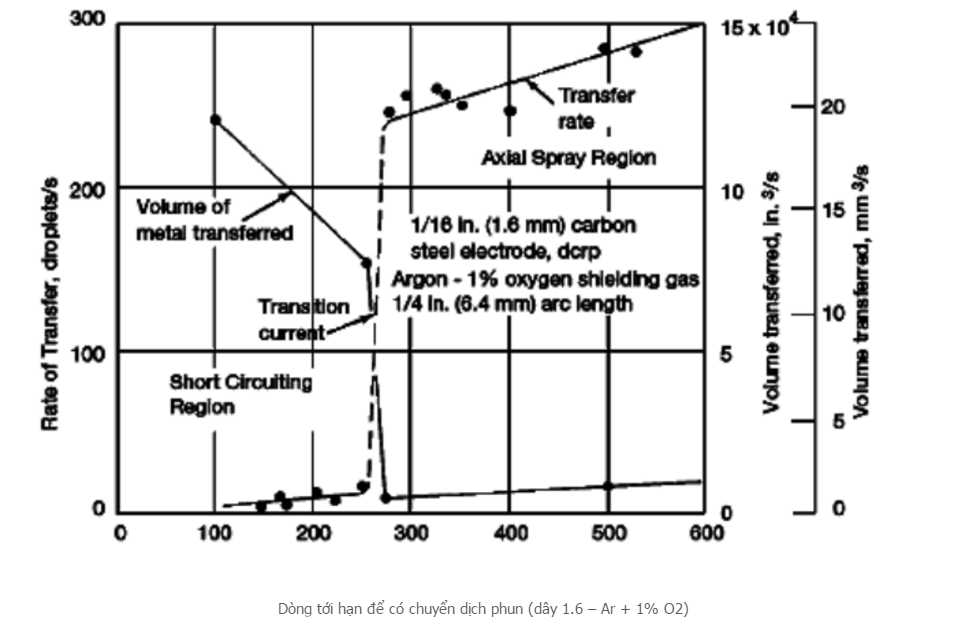
Chuyển dịch phun rất có thể thực hiện nay được lúc nồng độ thành phần khí hiếm (Argon) cao hơn 80%. Các giọt kim loại nóng chảy bao gồm kích thước nhỏ sẽ dịch rời nhanh quý phái vũng tan có ảnh hưởng mạnh của lực co thắt kết hợp với lực vì áp suất hồ nước quang dạn dĩ và sức căng mặt phẳng yếu. Kiếu chuyển dời này ít tạo ra văng tóe và tạo ra mối hàn nhẵn đẹp, sạch, độ ngấu cao.
Để dành được kiểu vận động và di chuyển phun, ko kể yêu mong về môi trường xung quanh giàu khí Argon (trên 80%) thì chiếc hàn đề xuất vượt qua nấc giới hạn phụ thuộc vào vào 2 lần bán kính và kim loại của dây đắp. Do tất cả năng suất đắp không hề nhỏ nên chuyển dịch phun chỉ cân xứng khi hàn góc ngang cùng hàn phẳng.
2. Vận động và di chuyển cầu:
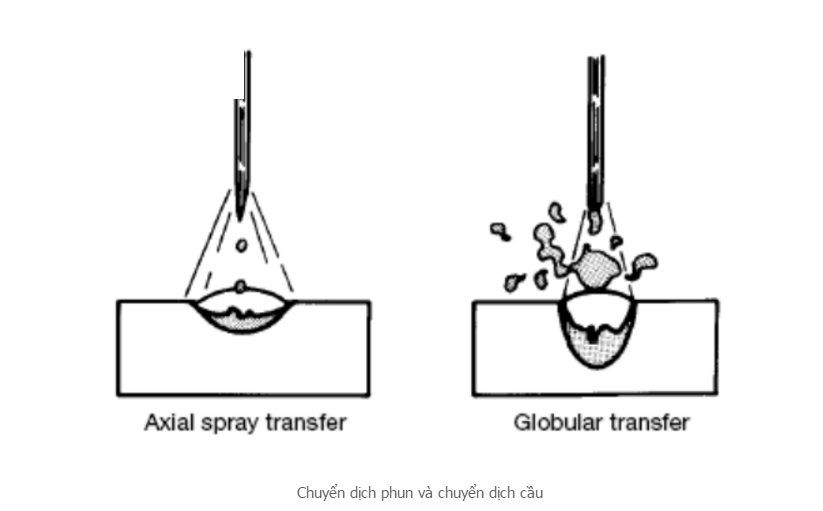
Khi môi trường xung quanh khí bao gồm tính oxi hóa (CO2) hoặc tính khử cao (Heli) thì xuất hiện thêm chuyển dịch cầu. Các giọt kim loại nóng chảy bao gồm dạng cầu có kích thước khác nhau sau khi được tách bóc ra trường đoản cú dây hàn đang bay thoải mái sang vũng chảy. Vì chưng vậy di chuyển này gây ra hiện tượng văng tóe rất nghiêm trọng. Một phương pháp để hạn chế văng tóe là hiệu chỉnh các thông số hàn ham mê hợp làm sao cho hồ quang gần như là cháy ngầm vào vũng chảy bằng phương pháp trộn khí Argon với CO2 sinh sống tỉ lệ say đắm hợp. Trong hàn MIG, Heli cũng có tác dụng như CO2 trong cách thức hàn MAG.
Kiểu chuyển dời cầu cho ra tích điện hàn cao, hồ quang không nhiều ổn định, phạm vi mối hàn lớn, độ ngấu sâu tuy nhiên lượng bắn tóe cao cùng mối hàn dễ dàng nhiễm bong bóng khí. Giải pháp là đề nghị tăng tỉ lệ thành phần Argon trong nhân tố khí bảo vệ cho phương thức chuyển dịch này.
Loại chuyển dời cầu chỉ tương xứng với tứ thế hàn góc ngang cùng hàn phẳng.
3. Vận động và di chuyển ngắn mạch
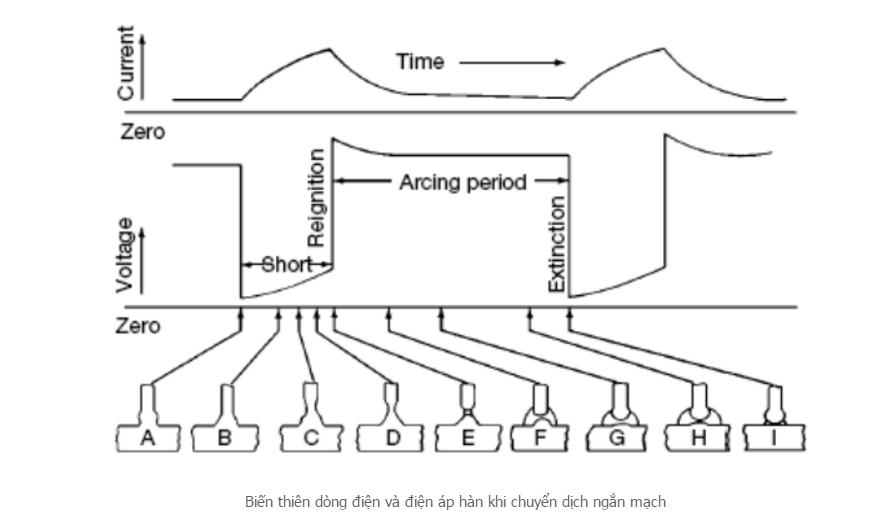
Trong hàn MIG rất có thể hiệu chỉnh để đạt được kiểu chuyển dời ngắn mạch với năng lượng hàn thấp, ít văng tóe cho các tư nạm hàn nghịch. Trong khi chuyển dịch ngắn mạch cũng phù hợp khi hàn thép mỏng tanh do mang đến mối hàn gồm bề rộng kha khá hẹp và độ ngấu nông. Tuy nhiên khi hàn thép dày lại dễ có mặt khuyết tật như nứt, thiếu hụt chảy, thiếu ngấu vày thiếu năng lượng hàn. Bởi vậy khi hàn thép dày, buộc phải tăng tỉ lệ thành phần Argon trong nguyên tố khí trộn (trên 80%) để đưa sang chuyển dịch phun khi bao gồm thể.
Xem thêm: Lời Khó Vẽ Nụ Cười " - Lời Bài Hát Khó Vẽ Nụ Cười
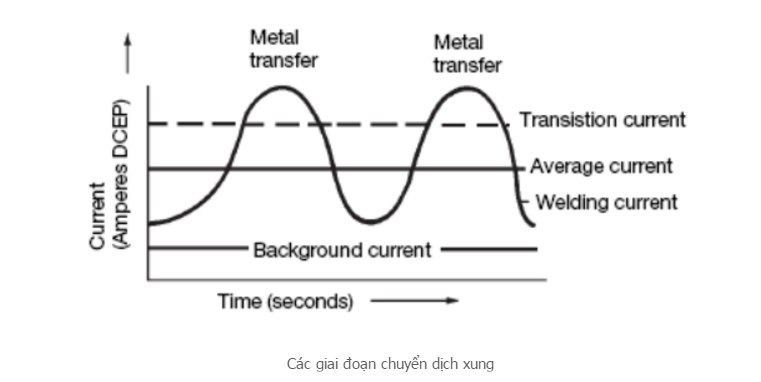
4. Vận động và di chuyển xung.
Khi đưa vào tự động hóa hóa phương thức GMAW thì 3 cách thức trên vẫn chưa đáp ứng nhu cầu được yêu ước ứng dụng. Trong hàn MIG - MAG vận động và di chuyển xung được xếp thành cách thức hàn riêng, điện thoại tư vấn là GMAW-P. Phương thức chuyển dịch xung ứng dụng tốt trên nhôm, inox, niken.
Trong chuyển dịch xung, kim loại vận động và di chuyển xung trong một thời gian ngắn với dòng hàn khá cao và ở nhịp tiếp đến dây hàn chỉ nung nóng quá trình hình thành giọt sắt kẽm kim loại lỏng ngơi nghỉ đầu dây hàn bị trì hoãn.
Ở hàn nhôm tư chũm nghịch chuyển dịch xung chiếm ưu thế vì chưng ít văng tóe, độ ngấu sâu và thải trừ nguy cơ thiếu chảy, ông chồng mép. Kiểu vận động và di chuyển này dễ điều chỉnh và mang đến năng suất đắp cao. Những thiết bị hàn GMAW dòng xung hay là nhiều loại inverter gồm đặc tính dòng không đổi được auto điều chỉnh sinh hoạt tần số cao hơn 40kz. Cỗ cấp dây 4 nhỏ lăn với súng hàn bao gồm thiết bị kéo hỗ trợ là lựa chọn tương thích nhất.
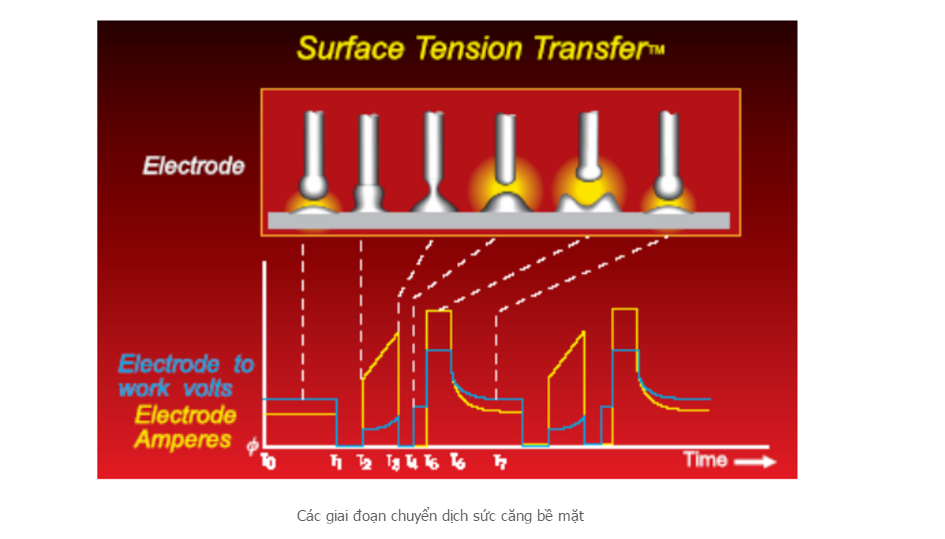
5. Vận động và di chuyển sức căng bề mặt
Có thể hiểu là vận động và di chuyển phun được kiểm soát, chuyển dịch này điều hành và kiểm soát dòng hàn khi ngắn mạch để đã có được mức độ năng lượng tốt hơn cùng lượng kim loại chuyển dời đồng hầu hết hơn.
Đặc trưng: mẫu hàn ngay tắp lự được điều chỉnh cân xứng với từng quy trình của quá trình và tốc độ cấp dây được giữ cố định và thắt chặt với cái hàn tức thời.
Các quá trình chuyển dịch:
T1-T2: cái hàn nấc trung bình nhằm đốt rét đầu dây hàn và bóc giọt kim loại.
T3-T5: bớt dòng hàn xuống để bớt tác động ảnh hưởng của lực teo thắt giúp cho sức căng mặt phẳng chiếm ưu chũm để tăng form size giọt sắt kẽm kim loại lỏng mập lên cho tới khi ngắn mạch.
T5-T6: dòng hàn được tăng lên đột ngột để bóc tách giọt kim loại. Trong quá trình này, vận tốc cấp dây giữ lại không đổi.
Thực chất đó là quá trình di chuyển ngắn mạch được kiểm soát nên cân xứng với bốn thế hàn nghịch, ít văng tóe và năng lượng hàn được kiểm soát và điều hành chặt chẽ.









